


Hochverdichtetes Lagerregal mit Funkfernbedienung
High Density Warehouse Storage Funkferngesteuertes Shuttle-RackProduktspezifikationen: High Density Warehouse Storage Fu;
Basisinformation
| Modell Nr. | TDR1210 |
| Verwendung | Getränke-, Industrie-, Lagerregal |
| Material | Stahl |
| Struktur | Fernbedienung |
| Typ | Kompakte Aufbewahrung |
| Mobilität | Handy, Mobiltelefon |
| Höhe | 180mm |
| Gewicht | 500kg-1500kg |
| Geschlossen | Geschlossen |
| Entwicklung | Neuer Typ |
| Wartungsfreundlichkeit | für besondere Zwecke |
| Geschwindigkeit | 0,6–0,8 m/s |
| Stärke der Führungsschiene | 2,5,2,75,3,0 mm |
| Batterie | Lithium Batterie |
| Höhe des Wagens | 183mm |
| Transportpaket | Verpackt in einer Holzkiste mit Paletten |
| Spezifikation | 1200*1000 STANDARD |
| Warenzeichen | TDR |
| Herkunft | Shanghai |
| HS-Code | 73089000 |
| Produktionskapazität | 1000 Einheiten pro Jahr |
Produktbeschreibung
Hochverdichtetes Lagerhaus mit Funkfernbedienung, Shuttle-Rack. Produktspezifikationen:High Density Warehouse Storage Das funkferngesteuerte Shuttle-Rack ist ein tiefspuriges Lager- und Bereitstellungssystem. Das Paletten-Shuttle-System besteht aus einem speziellen Regal und einem mobilen Shuttle. Bei diesem Shuttle handelt es sich um ein selbstfahrendes Gerät, das zum Be- und Entladen von Paletten auf Schienen in den Lagergassen fährt. Der Transport zum Standort an der Vorder- oder Rückseite einer Fahrspur (bei offener Rückseite) erfolgt mit einem handelsüblichen Gabelstapler. Sobald das Shuttle seine Ausgangsposition erreicht hat, führt es die Be- und Entladeaufgaben ohne menschliches Eingreifen durch.
Diese Aufgaben werden vom Staplerfahrer per Fernbedienung vorgegeben. Sobald die Aufgaben erledigt sind, kehrt das Shuttle in seine Ausgangsposition zurück und kann dann für eine neue Aufgabe an einen neuen Standort transportiert werden.
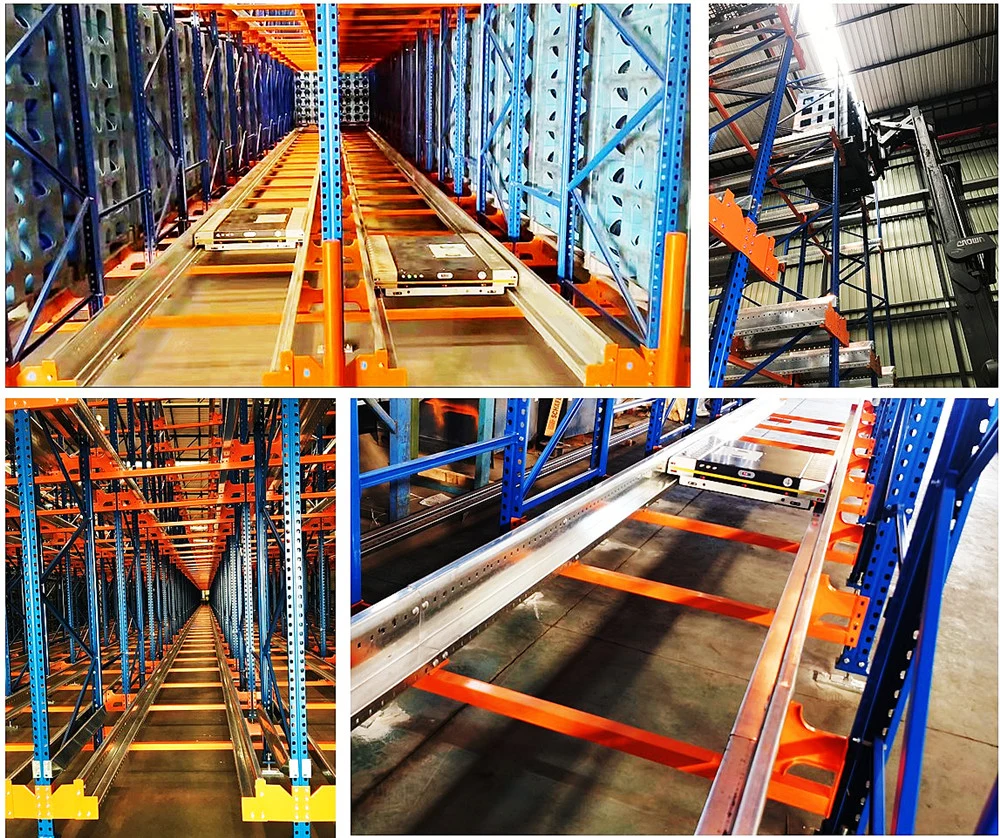
Durch den Einbau weiterer Shuttles in ein Regalsystem erhöht sich die Leistung. Das System kann sowohl bei Neuinstallationen als auch bei Sanierungen eingesetzt werden und ist unabhängig von der Anzahl und der Tiefe der Fahrspuren. Die Systeme werden häufig in den Bereichen Lebensmittel, FMCG, Kühlkettenlogistik usw. eingesetzt.

2. Klare Vorteile und Vorteile:
- Ein Shuttle-System bietet die höchstmögliche Lagerdichte und gilt als die beste Lösung unter den nicht vollautomatischen Systemen
- Das System ist halbautomatisch und arbeitet in Kombination mit einem Gabelstapler.
- Während der Shuttle die Ladung innerhalb des Regals transportiert, kann der Staplerfahrer anderswo arbeiten und optimiert so seine Arbeitszeit.
- Kompakte Lagerung eines weiteren Artikels (SKU) auf jeder Spur.
- Fähigkeit zur Handhabung der Paletten FIFO und LIFO. Und die Möglichkeit, sich jederzeit zu ändern. Beide können im selben Block verfügbar sein. Was wir „maximale Flexibilität“ nennen
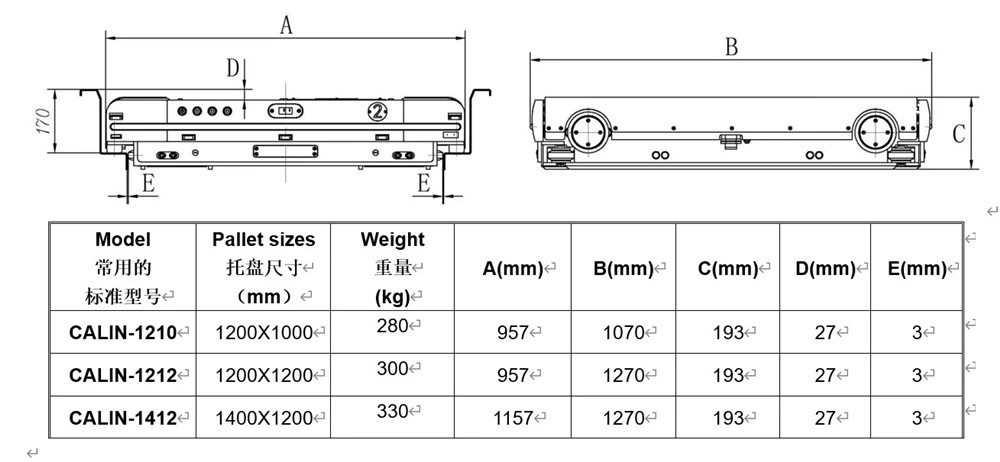
2. Technische Spezifikationen:
| Parameter | Standardspezifikationen | |
| Ladekapazität max. | Maximal 1500 kg | |
| BEWEGEN | Laufgeschwindigkeit | Vmax_leer: 1,0 m/s |
| Vmax_full:0,8 m/s | ||
| Antriebsmotor | Bürstenloser Servomotor | |
| 48 VDC 600 W | ||
| Servotreiber | Kundenspezifischer Servotreiber | |
| AUFZUG | Motor anheben | 48V DC 500W |
| Hubhöhe | ≤45mm | |
| Kontrollsystem | Siemens S7-1200 SPS | |
| Entfernter: in beide Richtungen | Maßgeschneidertes IMT | |
| Stromversorgung | Lithium Batterie | |
| Batteriekapazität | 48V, 30AH | |
| Laufzeit | ≥8h | |
| Ladezeit | 3~4H | |
| Batterielebensdauer | Ladezeiten ≤ 1000 | |
| Betriebsmodus | Fernbedienung | |
| Laufgeräusch | ≤60 dB | |
| Malfarbe | Rahmen (schwarz) | |
| Arbeitstemperatur | Normal: 0 °C ~ 50 °C, Kalttyp: -25 °C | |
| Feuchtigkeit: | 5 % ~ 95 % | |
3.Betriebsanforderungen des Shuttles
Palette
Für einen guten Betrieb und wenn es sich bei dem Shuttle um ein bewegliches Transportgerät handelt, ist eine hochwertige Palette erforderlich. Sofern nicht anders angegeben, sollte die Palettenoberfläche geschlossen sein (keine Maschenmuster).
- Holzpaletten von guter Qualität, die die Spannweite zwischen den beiden Palettenschienen mit einer maximalen Palettendurchbiegung von 20 mm ermöglichen
- Die Palette bzw. Ladung verfügt in der Mitte über einen vollständig geschlossenen Streifen zur Erkennung der Sensoren
- Beschädigte Paletten
- Paletten mit zu großer Durchbiegung
- Paletten mit offener Bodenkonstruktion
- Container und Metalltragkonstruktionen
- Betriebstemperatur: von -30 °C bis +35 °C
- Relative Luftfeuchtigkeit: max. 80 %
- Shuttle better bleibt immer in der Kühlhausumgebung
- Vor dem erneuten Einschalten muss der Shuttle trocken sein (keine Kondensation)
· Staubige, sandige, feuchte, brennbare usw. Umgebungen
4.Lagerbedingungen/Kühlhaus
- Behalten Sie den Shuttle immerINNENdas Kühlhaus
- Aber laden Sie die Batterien immer aufDRAUSSENdas Kühlhaus
Laden Sie den Akku erst auf, nachdem er sich auf normale Temperatur erwärmt hat - Daher ist es bei 3-Schicht-Anwendungen am besten, 3 Batteriepakete zu verwenden:
1 Aufwärmen
1 Ladung in der Batteriestation.
- Batterie und Shuttle müssen vor dem Anschließen vollständig trocken sein
- Für bestehende Kühlräumeauf Kondensation prüfenoder Vereisung auf Schienen, Böden
- Überprüfen Sie bei NEUEN Kühllagern, ob ein Zwischenbereich zwischen der Umgebungs- und der Gefrierzone vorgesehen ist. Feuchtigkeit in der Umgebung einer Gefrierlagerzone ist verboten.
5. RFQ-Dokumente:
Bevor Sie uns Ihre Angebotsanfrage senden, bereiten Sie bitte die folgenden Informationen vor:
- Lagerlayout-CAD-Zeichnungen, falls verfügbar.
- Palettengröße, Einlaufseite, Breite, Tiefe, Warenhöhe.
- Ladegewicht pro Palette.
- Lichte Höhe des Lagers
- Ihre Staplerdaten, Arbeitsgangbreite und max. Höhe erreichen.
- Ihr intralogistischer Fluss innerhalb des Lagers.

ZERTIFIKATE
Sie können auch mögen


Anfrage absenden
Schick jetzt